

Présentation de la baïonnette :
Les premiers prototypes de la baïonnette de la série (n°4) ont été conçus à partir de 1925 pour remplacer le modèle 1907 pour fusil SMLE Mark III.
Le premier modèle de la série (MK.I), est apparu en novembre 1939. Par rapport au M-1907, celui-ci avait l’avantage d’être beaucoup moins encombrant, plus léger, et ne portait pas atteinte au point d’impact lors du tir. Par contre, la lame ne possédait pas de tranchant bien pratique pour la préparation d’un poste de combat dans les zones boisées.
La longueur de la lame (200 mm) était capable de pénétrer et de porter un coup mortel à un fantassin équipé d’une tenue d’hiver. Du début de sa création jusqu’à la fin de la série, le mode de fabrication en Angleterre de ce modèle évoluera quatre fois.
Boudées par la majorité des collectionneurs, les baïonnettes N°4 produites à plus de 5 millions d’exemplaires, dont 3,3 millions de MK.II, sont encore bien présentes en surplus dans les bourses aux armes, elles font par leurs multiples variantes le bonheur de nombreux collectionneurs.
Il existe quatre types de base, le MK.I, MK.II, MK.II * et le MK.III.
Modèle : N°4 MKI
 Baïonnette N°4 MKI avec porte-fourreau modèle P-1907 muni d’un adaptateur apparu en 1940
Baïonnette N°4 MKI avec porte-fourreau modèle P-1907 muni d’un adaptateur apparu en 1940
Longueur : 251 mm
ø interne de la douille : 15 mm
Rareté :
Le premier modèle de la série a été fabriqué uniquement par la Société de fabrication Singer (1867-1980) à l’usine Clydebank en Ecosse (jugée plus sure en cas de bombardement) à partir de 1939 à mi-1942 à 75 000 exemplaires. Il précède le modèle N°4 MKII à lame de section cylindrique.



La douille et la lame sont forgées d’une seule pièce, le mécanisme de verrouillage composé de trois pièces est assemblé par la suite.



Les premiers modèles sorties de la Singer Manufacturing Company étaient marquées sur la douille SMC, initiales de la firme, quand la Singer Manufacturing a été reprise par le gouvernement britannique en 1939 ou 1940, cette firme n’étant plus une Company mais une usine d’état, le marquage a été modifié et le C a disparu.

 Marquage au crayon électrique inspecteur Enfield (E sous couronne 72)
Marquage au crayon électrique inspecteur Enfield (E sous couronne 72)
La lame cruciforme légèrement ovalisée, en théorie aurait été conçue pour qu’en cas de blessure, la plaie occasionnée soit plus lente à guérir, qu’une blessure occasionnée par une lame plate ou une tige simple.

L’usine Singer de Clydebank construite en Ecosse en 1885 devient au début du 20 ème siècle la plus importante usine de machines à coudre au monde.
Les faux
 Modèle de fabrication canadienne
Modèle de fabrication canadienne
Il existe malheureusement sur le marché, quelques faux. La lame de section ronde (10 mm) du modèle MKII, ou MKII* est ré-usinée, mais le marquage N°4 MKII, MKII* ou autre reste inscrit sur la douille, c’est grâce à cela que l’on peut facilement déceler le vrai du faux.
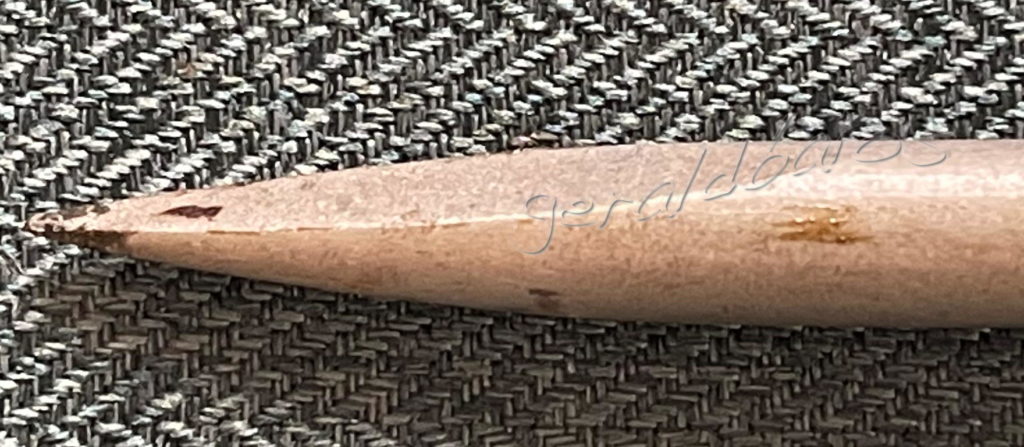
 Modèle N°4 MKII, section de la lame réduite à 10 mm
Modèle N°4 MKII, section de la lame réduite à 10 mm
 Modèle N°4 MKI, section de la lame 12 mm
Modèle N°4 MKI, section de la lame 12 mm
Modèle : N°4 MKII

Longueur : 251 mm
ø interne de la douille : 15 mm
Valeur : €
Rareté : ![]()
Le deuxième modèle de la série a été fabriqué à 1 141 782 d’exemplaires uniquement par la Société de fabrication Singer (1867-1980) à l’usine Clydebank en Ecosse (jugée plus sure en cas de bombardement) entre février 1941 et 1944. Il est identique au modèle MKI, mais l’usinage de la lame cruciforme très compliqué et fort coûteux a été abandonné pour une lame de section arrondie.
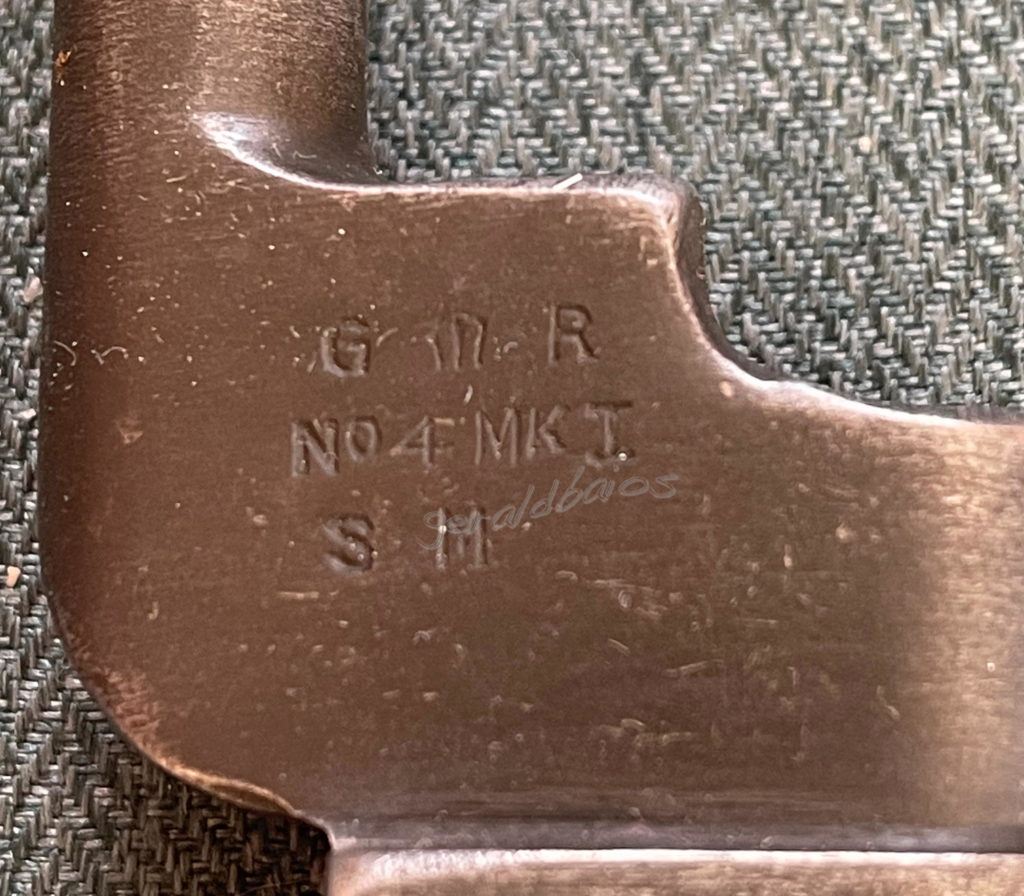
 Marquages inscrits sur le côté gauche, G couronne R (George Rex VI), N°4 MKII, SM (1941 à 1943)
Marquages inscrits sur le côté gauche, G couronne R (George Rex VI), N°4 MKII, SM (1941 à 1943)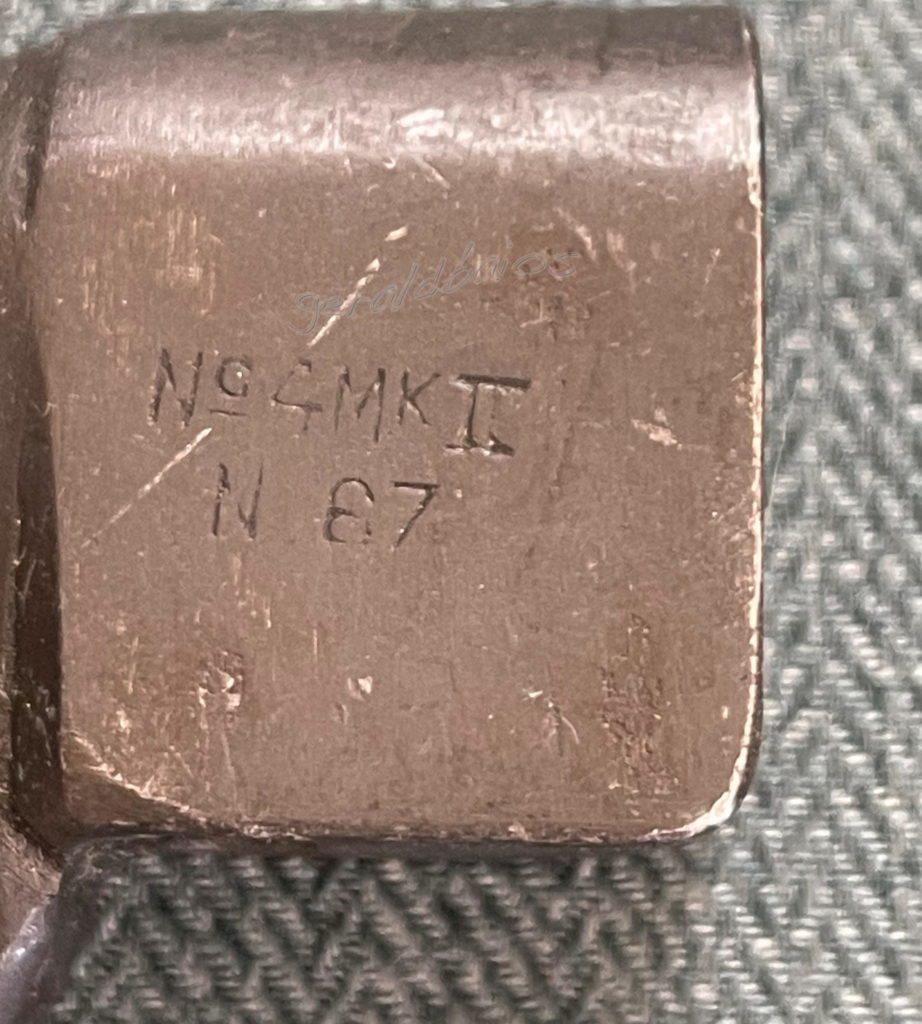 Code de dispersion N67 (1943 à 1944)
Code de dispersion N67 (1943 à 1944)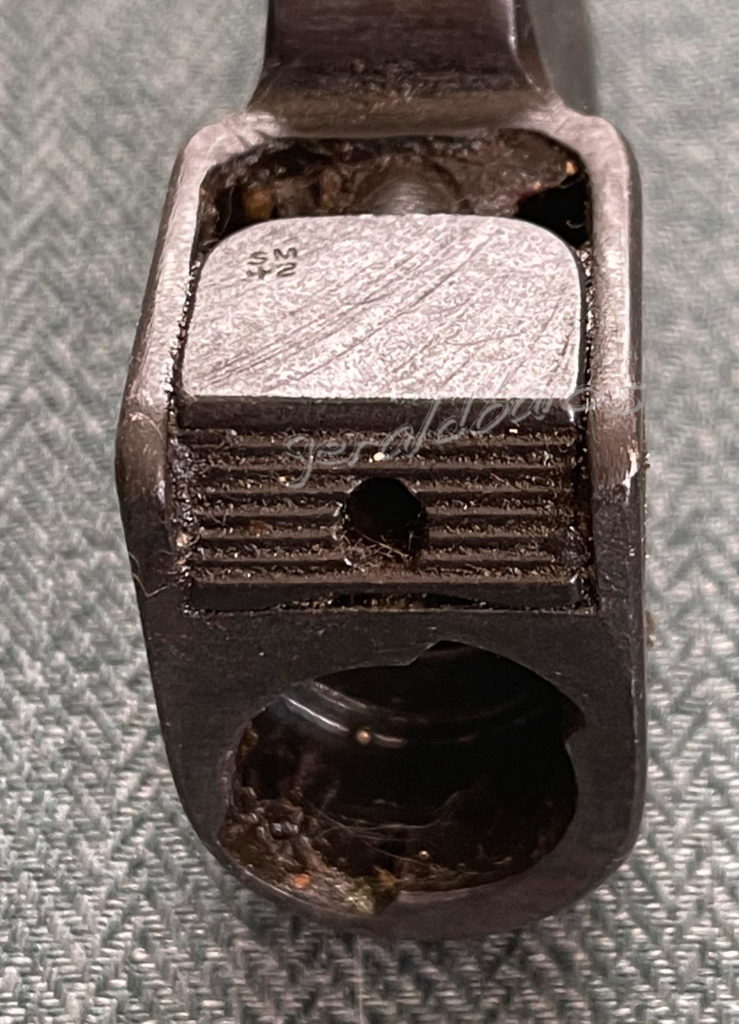 Code fabricant : SM 42 (Singer Manufacturig Compagny’s, 1942)
Code fabricant : SM 42 (Singer Manufacturig Compagny’s, 1942)
La douille et la lame comme pour le modèle MK.I sont forgées d’une seule pièce.

La lame de section ronde (10 mm à sa base), polie brillant ou bronzée est usinée que sur deux faces à l’extrémité.
Période d’utilisation :
Utilisées à partir de 1941, et peu de temps après la Seconde Guerre mondiale.
Avis personnel sur l’attrait de ce modèle :
Pour les fervents passionnés d’histoire de la Seconde Guerre mondiale, ce modèle à prix d’achat modéré, est indispensable dans une collection.
Modèle : N°4 MK2*

Longueur : 251 mm
ø interne de la douille : 15 mm
Valeur : €
Rareté : ![]()
![]()
Ce troisième modèle ne diffère du précédent que par le mode de fabrication, au lieu d’être d’une seule pièce la douille et la lame sont produites séparément et soudées ensuite. Cette technique représentait une simplification en réduisant les coûts ainsi que la possibilité de produire la lame et la douille à des endroits différents évitant aussi le risque de rupture d’approvisionnement du produit. Ce mode de fabrication a été approuvé en 1942, et un certain nombre de sous-traitants dans le Royaume-Uni y ont participé jusqu’en 1945.
Les pièces de la baïonnette n°4 Mk2* (lame, douille, poussoir, ressort, logement) ont été produites par divers sous-traitants et assemblées dans quatre entreprises anglaises (le code du fabricant qui lui a été attribué pendant la guerre est entre parenthèses) :
- Prince-Smith & Stells (N56) – 1 057 515 baïonnettes.
- Howard & Bullough (N30) – 161 026.
- Baird Engineering (N96) – 101 103.
- Lewisham Engineering (S 376) – 84 566.
La finition varie considérablement entre les fabricants, avec des baïonnettes Baird approchant l’excellente finition et quelques exemplaires de Prince-Smith & Stells présentant des marques d’outils rugueuses.
La production totale de ce modèle est de 1,4 million exemplaires dont, plus d’un million par Prince-Smith & Stells, les autres fabricants étaient beaucoup moins prolifiques.
La douille forgée du modèle MK.II * comporte un orifice percé de part en part destiné à loger l’extrémité de la lame, une fois en place celle-ci est soigneusement abrasée.

La société Prince-Smith & Stells dans certains cas, et la société Baird systématiquement, ont utilisé une tige en acier soigneusement abrasée pour le maintien de la lame, la plupart du temps les lames étaient maintenues à l’aide de brasure à leurs bases.
Société (Prince-Smith & Stells) à Keighley, Yorkshire, (production totale 1 057 515 exemplaires de 1942 à 1945).
Avant la guerre, la société Prince-Smith & Stells fabriquait des machines pour la confection des textiles de laine. Cette société a utilisé quatre types de marquages différents :
 PSK
PSK  PSK à l’intérieur d’un cercle
PSK à l’intérieur d’un cercle PS & S Ltd
PS & S Ltd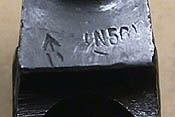 Marquage N56 code de dispersion utilisé à partir de 1943
Marquage N56 code de dispersion utilisé à partir de 1943  Marquage N56 code de dispersion utilisé à partir de 1943
Marquage N56 code de dispersion utilisé à partir de 1943  Côté gauche
Côté gauche AM/712 = Contrat pour la Royale Air Force (côté droit)
AM/712 = Contrat pour la Royale Air Force (côté droit)
Société (Howard & Co. Bullough) d’Accrington, Lancashire, (production totale environ 161 026 exemplaire de 1942 à 1943).
Avant la guerre, cette société était un fabricant de machines de filature du coton, ensuite elle fut convertie à la fabrication des affûts de canon, mines, composants d’avions, et baïonnettes, la société a disparu en 1970. Cette société a utilisé trois types de marquages différents :

{kind=link}
Marquage H & B seul (non représenté sur la photo du dessus).
Société (Lewisham génie), à 9 & 11 Maltons Road, Ladywell, Londres, (production environ 84 566 exemplaires de 1943 à 1945).
La société a été créée en 1942 sur le site bombardé du Sud Est de Londres Indoor Sports Club (détruites lors du blitz de 1940 à 1941), uniquement pour produire des baïonnettes. Le site de l’usine a été rasé pour accueillir des appartements au milieu des années 1980. Cette société a utilisé qu’un seul type de marquage.
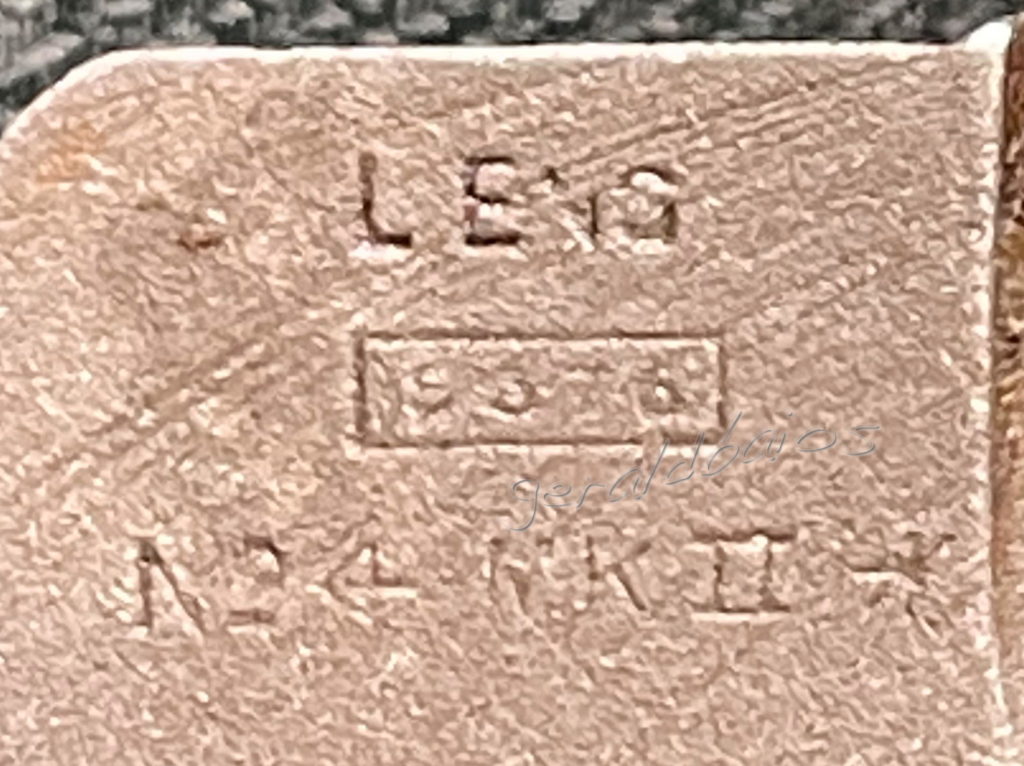 L. ENG. Sur S376, à l’intérieur d’un rectangle. S376 était le code de dispersion de Lewisham
L. ENG. Sur S376, à l’intérieur d’un rectangle. S376 était le code de dispersion de Lewisham
Société (Baird compagnie du génie) de Belfast, Irlande du Nord, (production environ 101 103 exemplaires de 1942 à 1944).
Les baïonnettes Baird fabriquées en Irlande du Nord se caractérisent par une finition très élevées. Cette société a pour particularité d’avoir utilisé pour l’assemblage des baïonnettes ses propres douilles.
Les baïonnettes fabriquées par Baird ont été faites pour la Grande Bretagne, mais certaines étaient, apparemment, livrées aux Indes (ou destinées à l’expédition là-bas). La plupart des exemplaires sont trouvés avec couronnés IG (gouvernement indien) numéro de contrôle. Les troupes indiennes ont été normalement délivrées avec une variante de l’épée-baïonnette P-1907, l’histoire de ces baïonnettes est obscure.
 Pour comparaison, en haut douille de fabrication Baird, en bas douille massive de fabrication F. Fisher & Sons Ltd.
Pour comparaison, en haut douille de fabrication Baird, en bas douille massive de fabrication F. Fisher & Sons Ltd.
 N° 4 MARk II sur BEC N96, dans un ovale, N96 est le code de la dispersion de Baird
N° 4 MARk II sur BEC N96, dans un ovale, N96 est le code de la dispersion de Baird
Marquages des sous-traitants
Plusieurs marquages, de sous-traitants toujours inscrits sur le côté gauche de la douille :
- F. Fisher & Sons Ltd. – « FF & S. Ld. » ou N 26.
- Viners Ltd. – «VNS» ou N 79.
- Singer Manufacturing – «SM» ou «SMC» ou N 67
- J. Wilson Ltd – «JW (S) Ld.
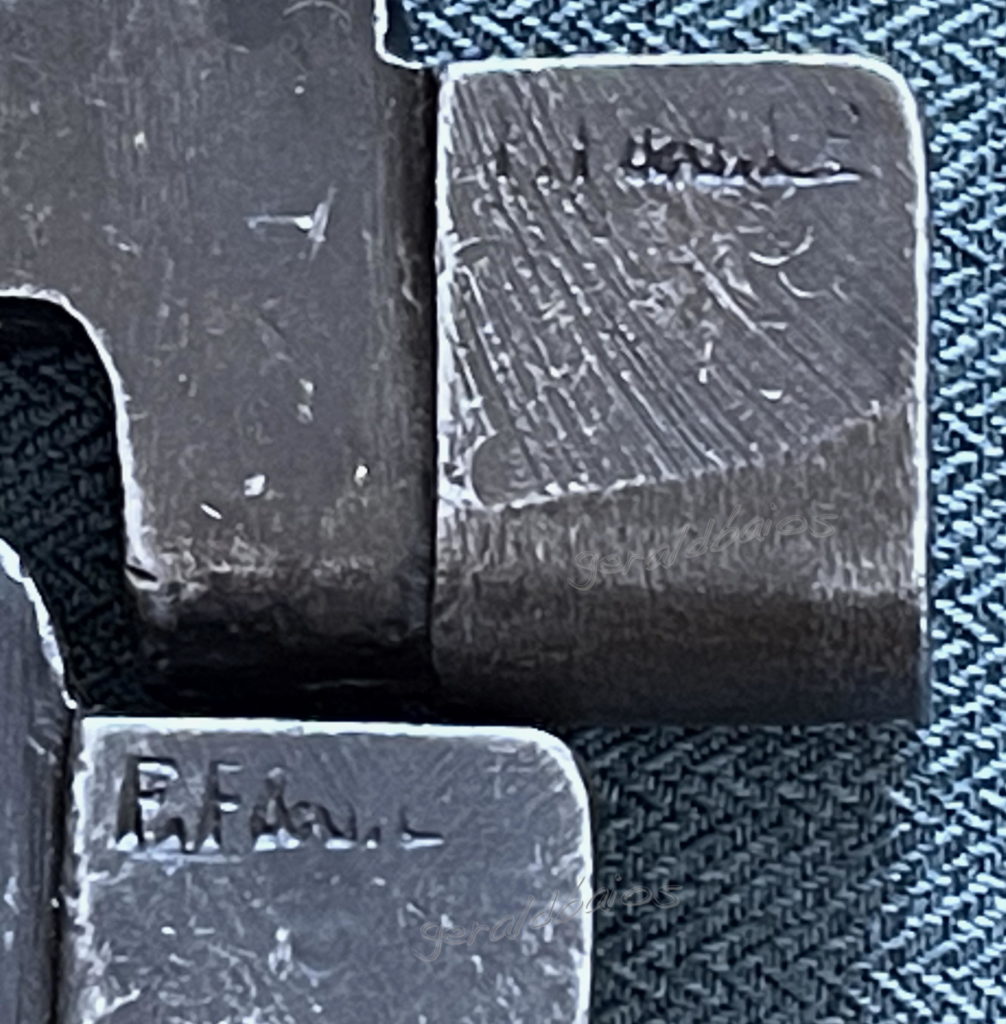 FF & S. Ld » = Fred Fisher & Sons Ltd
FF & S. Ld » = Fred Fisher & Sons Ltd 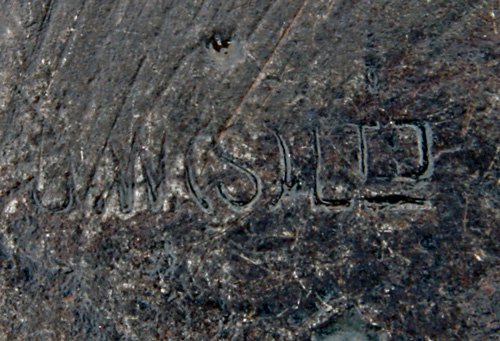 JW (S) Ltd = John Wilson Ltd, Sheffield
JW (S) Ltd = John Wilson Ltd, Sheffield TRM.2 VNS = Viners Ltd, Sheffield, « TRM.1 », « TRM.2 », et « TRM 3 » n’ont pas été identifiés. Ce symbole apparaît seul et parfois avec une autre marque de forgeage
TRM.2 VNS = Viners Ltd, Sheffield, « TRM.1 », « TRM.2 », et « TRM 3 » n’ont pas été identifiés. Ce symbole apparaît seul et parfois avec une autre marque de forgeage VNS = Viners Ltd, Sheffield, « TRM.1 », « TRM.2 », et « TRM 3 » n’ont pas été identifiés. Ce symbole apparaît seul et parfois avec une autre marque de forgeage
VNS = Viners Ltd, Sheffield, « TRM.1 », « TRM.2 », et « TRM 3 » n’ont pas été identifiés. Ce symbole apparaît seul et parfois avec une autre marque de forgeage N67 = Singer
N67 = Singer
Marquage spécifique australien

Graham Priest note que certaines baïonnettes n°4 MK2 * fabriquées par Prince-Smith & Stells sans aucuns autres marquages sur les côtés de la douille ont été notées avec une flèche sur « D » marquages sur le devant de la prise et le code N56. Ce symbole est similaire à l’Australian Defense Dept. marquant la propriété. Cependant, l’émission australienne de ces baïonnettes n’a pas été confirmée.

La lame de section ronde (10 mm à sa base), polie est usinée que sur deux faces à l’extrémité.
Période d’utilisation :
Utilisées à partir de 1942, et peu de temps après la Seconde Guerre mondiale.
Avis personnel sur l’attrait de ce modèle :
Pour les fervents passionnés d’histoire de la Seconde Guerre mondiale, ce modèle à prix d’achat modéré, est indispensable dans une collection, recherchez si possible les rares fabricants.
Modèle : N°4 MKIII

Longueur : 251 mm
ø interne de la douille : 15 mm
Valeur : €€
Rareté : ![]()
![]()
![]()
![]()
Ce modèle un des plus rares, uniquement assemblé par Joseph Lucas Ltd., Chester Street, Birmingham (196 200 exemplaires), est le dernier de la série. Son mode de fabrication simplifié et surtout très grossier, afin de réduire le temps de production et les coûts, fut approuvé en juin 1943.

 Marquage M158 code de dispersion = Lucas
Marquage M158 code de dispersion = Lucas
La douille et le poussoir (initialement forgés) des modèles précédents sont désormais constitués d’un ensemble de sept pièces en tôle d’acier soudées entre elles. La lame produite par plusieurs sous-traitant est ensuite soudée à l’ensemble. Après avoir rencontré quelques problèmes techniques, la production en série débuta à partir de 1944 et déclarée obsolète (déclassée) cessa en février 1946.

 La lame en haut probablement destinée à la baïonnette (Sten MK I) est usinée que sur deux faces
La lame en haut probablement destinée à la baïonnette (Sten MK I) est usinée que sur deux faces Marquage sur la lame L = Laspee société d’ingénierie
Marquage sur la lame L = Laspee société d’ingénierie Marquage S7 dans un carré, indiquant une fabrication par le sous-traitant Auto Engineering Ltd de Croydon. (30.000 ex)
Marquage S7 dans un carré, indiquant une fabrication par le sous-traitant Auto Engineering Ltd de Croydon. (30.000 ex)
La lame de section ronde (10 mm à sa base) peut être usinée à l’extrémité sur deux ou quatre faces.
Période d’utilisation :
La production en série débuta à partir de 1944 et déclarée obsolète (déclassée) cessa en février 1946.
Avis personnel sur l’attrait de ce modèle :
Pour les fervents passionnés d’histoire de la Seconde Guerre mondiale, ce modèle pas très courant, est indispensable dans une collection.
Modèle : de cérémonie
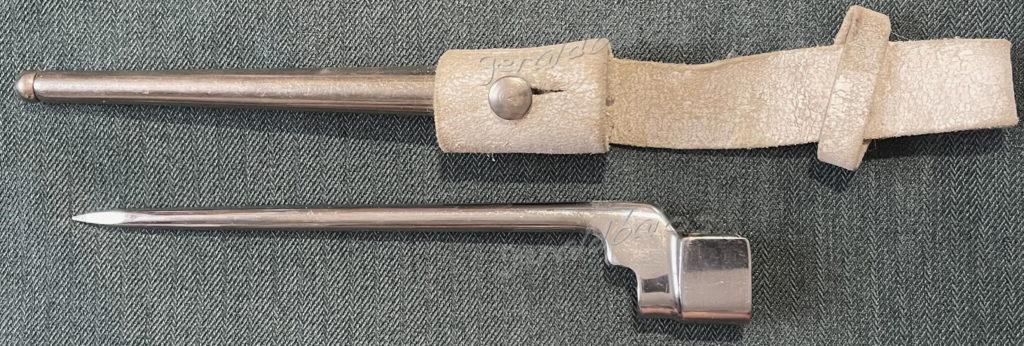 Porte-fourreau utilisé lors des cérémonies officielles par les régiments écossais
Porte-fourreau utilisé lors des cérémonies officielles par les régiments écossais
Longueur : 251 mm
ø interne de la douille : 15 mm
Valeur : €€
Rareté : ![]()
![]()
![]()
![]()
Pour une bonne parité de l’ensemble, la baïonnette ainsi que le fourreau sont entièrement chromés. Le porte-fourreau qui l’accompagne est toujours de couleur blanche.
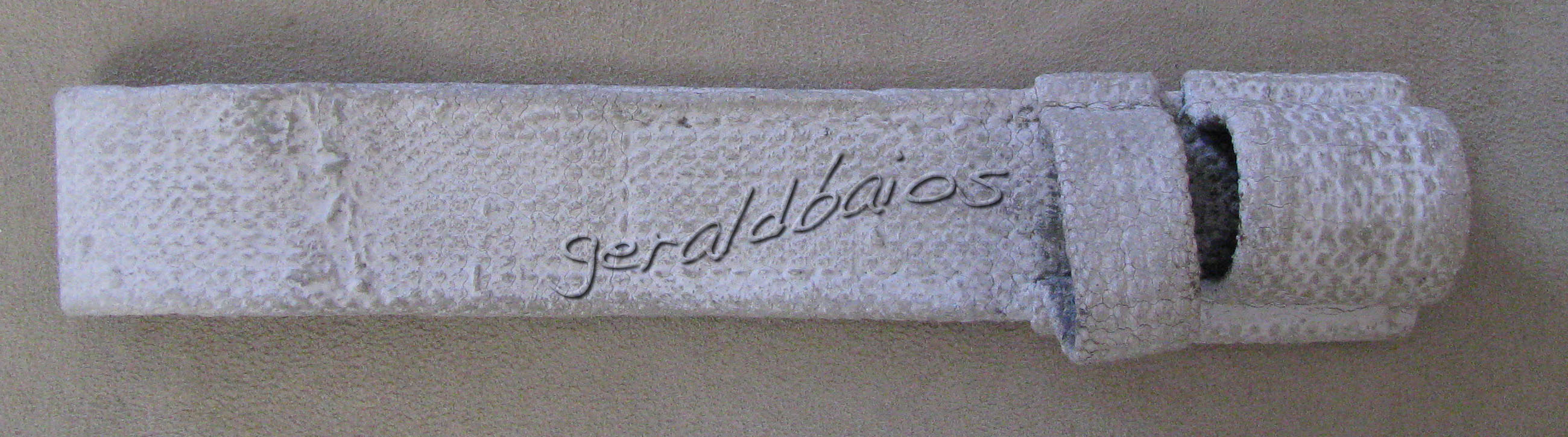 Porte-fourreau en toile standard recouvert de peinture blanche
Porte-fourreau en toile standard recouvert de peinture blanche

Ce modèle en peau de chamois renforcé par six rivets a été utilisé uniquement avec un fourreau de baïonnette n°4, lors des cérémonies officielles par les régiments écossais.
Modèle : de cérémonie (porte-drapeau).

Longueur : 251 mm
ø interne de la douille : 15 mm
Valeur : €€
Rareté : ![]()
![]()
![]()
![]()
Cette variante est un modèle standard équipé d’une pièce métallique en forme de boule à son extrémité, certainement destiné à être utilisé comme porte-drapeau.
Modèle : N°4 en plastique utilisé pour le cinema

 Marquage de la société Lewisham « L. ENG. Sur S376, à l’intérieur d’un rectangle ». S376 était le code de dispersion de Lewisham
Marquage de la société Lewisham « L. ENG. Sur S376, à l’intérieur d’un rectangle ». S376 était le code de dispersion de Lewisham
L’ensemble baïonnette et fourreau est bien en plastique.
Les différents fourreaux utilisés pour ces différents modèles par l’armée Britannique :
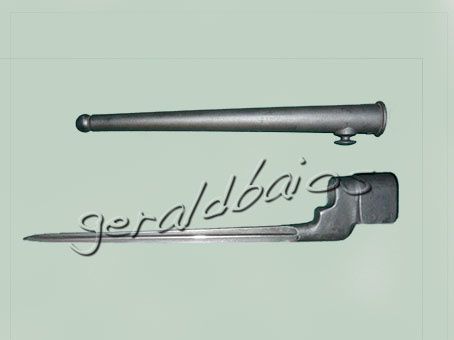
Fourreau en acier MK. I, fabriqué en Grande-Bretagne
 En bas fourreau entièrement chromé destiné aux cérémonies officielles
En bas fourreau entièrement chromé destiné aux cérémonies officielles
Le fourreau avec corps en acier conique et embout percé en forme de boule est le plus couramment rencontré. Le bouton de suspension de forme arrondie est soigneusement brasé sur le corps. Les fourreaux étaient généralement bronzés, ou dans certains cas peints en noir, en jaune, ou en kaki, selon le théâtre d’opérations auxquels ils étaient destinés.
Tous les corps fuselés en acier ont été fabriqués par Accles & Pollock à Oldbury, près de Birmingham. La société était un fabricant spécialisé de tubes en 1938. En 2015 elle fut achetée par le groupe Liberty House dans le cadre de Caparo Tubular Solutions.
Les différentes pièces qui composent le fourreau Britannique, ne sont pas marquées, à l’exception des cuvettes et des ressorts.
Ces fourreaux ont été assemblés par trois sociétés avec des pièces produites par divers sous-traitants.
- La société Gramophone Company fut la première a fabriquer ces fourreaux à partir d’aout 1940.
- La société Vanden Plas (Eng) 1923 Ltd., a confié la fabrication de vis d’embout buccal à Anglo-Swiss Screw Co. scabbard Ltd. Vanden Plas était un fabricant de carrosserie automobile issu de la firme de calandreur bruxellois Guillaime Van Den Plas (1884), elle a obtenu une licence britannique à partir de 1913. Avec le déclenchement de la guerre en 1939, la société est retournée à la production d’avions, et la carrosserie fut arrêtée. Pendant la Guerre, la société a fabriqué la structure en bois pour le De Havilland Mosquito, un des avions au plus grands succès de la seconde Guerre Mondiale. Après la guerre, la société a poursuivi son association avec la société De Havilland et produisit des pièces pour le DH Vampire, un jet de combat.
- La société Sheffield Steel Products (SSP), avant la Seconde Guerre, cette société s’était diversifiée dans la fabrication de pièces forgées, estampées et magnétiques pour le secteur de l’automobile.
 Embout tournant référence DD (E.) 463 B
Embout tournant référence DD (E.) 463 B Embout fixe, après le 25 février 1941
Embout fixe, après le 25 février 1941
Deux types d’embouts percés à l’extrémité du corps ont été utilisés en Grande-Bretagne.
 Cuvette et ressort en acier (une seule pièce)
Cuvette et ressort en acier (une seule pièce) Cuvette en Zamak à l’intérieur d’un ressort en acier
Cuvette en Zamak à l’intérieur d’un ressort en acier
La cuvette des fourreaux anglais est généralement en alliage de zinc (Zamak) ou en acier fabriquée jusqu’en mars 1941, le Zamak est de loin le plus répandu, suivi de l’acier. La cuvette en Zamak était plus épaisse que celle en acier, car il fallait plus de Zamak que d’acier pour obtenir la même résistance. L’utilisation de ce matériau a permis aux entreprises ne disposant pas d’installations de production pour travailler l’acier, de participer à l’effort de guerre.
Les premières cuvettes portaient souvent les inscriptions «N ° 4 Mk I» ainsi que l’année de production et le code de titre ou de dispersion du fabricant. Les embouchures en acier et en alliage lisibles étaient marquées par «S.S.P. ou ‘N64’», de Sheffield Steel avec des dates de 1940 à 1944. L’alliage était principalement utilisé par Vanden Plas, leur petit symbole en V était souvent utilisé avec le code de dispersion de S 286. Le code S 200 a été utilisé pour Gramophone Co. Ltd.
 Cuvette en acier marquée : « N64 » (Sheffield Steel Products Yorkshire) production environ 670 000 exemplaires
Cuvette en acier marquée : « N64 » (Sheffield Steel Products Yorkshire) production environ 670 000 exemplaires![]() Cuvette en Zamak marquée : « S286 » (Vanden Plas (Eng) 1923 Ltd de Kingsbury Rd., Londres) production environ 950 000 exemplaires
Cuvette en Zamak marquée : « S286 » (Vanden Plas (Eng) 1923 Ltd de Kingsbury Rd., Londres) production environ 950 000 exemplaires  Cuvette en Zamak marquée : « S.S.P. 1943 » (Sheffield Steel Products)
Cuvette en Zamak marquée : « S.S.P. 1943 » (Sheffield Steel Products) Cuvette en Zamak marquée : « V » (Sheffield Steel Products)
Cuvette en Zamak marquée : « V » (Sheffield Steel Products)

Cuvette marquée : « S.S.P. 1944 »
Fourreau en acier MK. II, fabriqué en Grande-Bretagne

 S191 est le code de dispersion de la société franco-britannique électrique
S191 est le code de dispersion de la société franco-britannique électrique Cuvette en alliage de zinc (Mazak)
Cuvette en alliage de zinc (Mazak)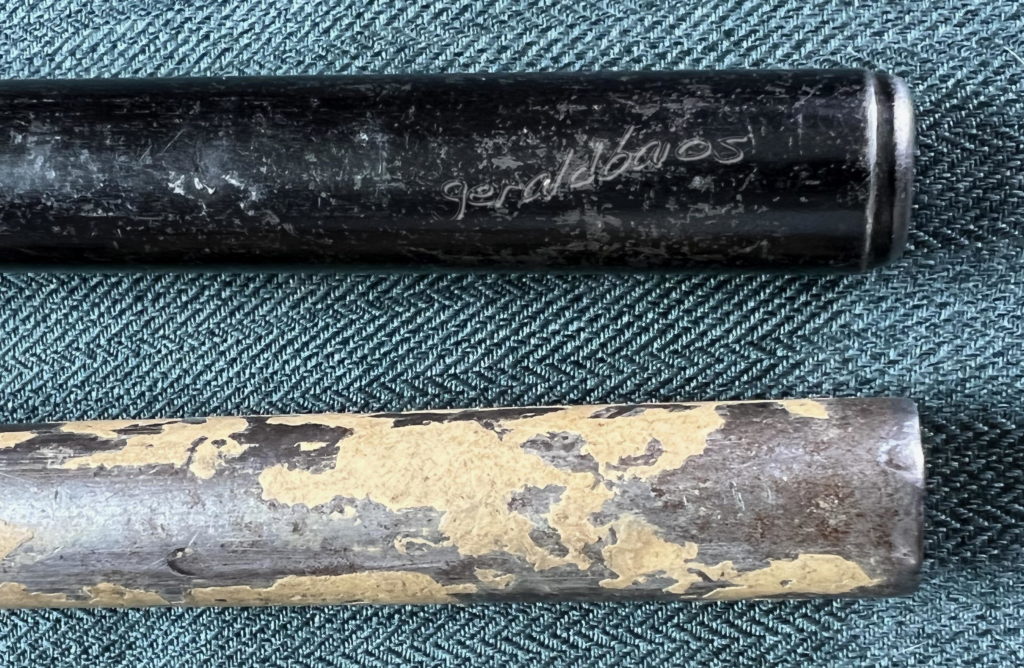 Deux types de fixations de l’embout
Deux types de fixations de l’embout
Ce rare fourreau a été fabriqués à 25 000 exemplaires uniquement par la Société électrique franco-britannique, Tempel Park, Hurley. Il est formé d’un corps en acier en forme de tube et d’un embout plat percé. Le bouton de suspension de forme arrondie est soigneusement brasé sur le corps. Ce fourreau est fabriqué à partir de tubes d’acier très légers, son poids est d’environ 100 gr (10 gr en moins que le modèle MK. I). Lors du débarquement le 06 juin 1944, la probabilité était qu’un militaire Britannique sur douze en soit équipé.
Modèle : N°4 MKII de fabrication US

Longueur : 251 mm
ø interne de la douille : 15 mm
 Photo trouvée sur internet
Photo trouvée sur internet
La version nord-américaine du Lee Enfield n°4 ( n°4 MK 1*) fut fabriqué à partir de 1942. Il en diffère par :
- Une plaque de couche en tôle emboutie.
- Une fabrication rendue plus simple pour l’aménagement de certaines pièces, l’arrêt de la tête de culasse est supprimé, ce qui modifie légèrement le mode de démontage.
- La hausse est du type Mark 2, 3 ou 4.
Sa fabrication a été réalisée en Amérique du Nord. En raison de son origine, ce fusil fut souvent appelé fusil canadien, largement utilisé par les Canadiens et par les troupes alliées équipées par les Britanniques, ce fusil ne fut pas réglementaire dans l’armée anglaise avant le 11 novembre 1946.
Ces fusils ont d’abord été montés avec des canons à cinq rayures, puis avec des canons à deux rayures aux Etats-Unis. Il existe des canons à six rayures produits après la guerre par le Canada.
Constructeurs: Long Branch Arsenal, Toronto (Canada), 910 000 exemplaires, le numéro de série intègre la lettre L.
Savage – Stevens Arms Corporation, Chicopee Falls, Massachussetts, 1 200 000 exemplaires avec la lettre C dans le numéro de série.
Les armes fabriquées aux U.S.A. portent, en plus des marquages traditionnels, la mention U.S. PROPERTY en application de la loi prêt-Bail.
Armement : fusil Lee-Enfield n°4 / PM Sten MK 5
Valeur : €
Rareté : ![]()
Ces variantes, clones du modèle MKII Britannique, mais de finition beaucoup plus rudimentaire, ont toutes été fabriquées par Savage-Stevens Co. de Chicopee Falls, Massachusetts à environ 1,25 million d’exemplaires. Ces baïonnettes ont été fournies à la Grande-Bretagne avec les fusils Lee Enfield n°4 ( n°4 MK 1*) en vertu de la Loi prêt-bail de 1941 à 1942.
 2 mm. profondément frappé « s »
2 mm. profondément frappé « s » 2 mm. légèrement frappé « s »
2 mm. légèrement frappé « s » 4 mm. « S »
4 mm. « S » 4 mm. « S » dans un carré
4 mm. « S » dans un carré 5 mm. « S » dans un carré
5 mm. « S » dans un carré S répété sur le poussoir
S répété sur le poussoir
La douille et la lame sont forgées d’une seule pièce, il existe cinq types de marquages inscrits sur le côté gauche.
La lame de section cylindrique qui s’amincie a une extrémité usinée que sur deux faces.
Fourreau en plastique, fabriqué aux USA


Les très rares fourreaux US M5 ont été fabriqués à partir du mois d’avril 1943, par Beckwith Manufacturing Co. de Dover, New Hampshire. Populairement connus comme le fourreau « Victoire plastiques », ils étaient uniques dans leur conception par rapport à tous les autres fourreaux de baïonnettes n°4 car ils possèdent un porte-fourreau intégré. Ces fourreaux d’une fragilité extrême ont été fournis aux termes de la Loi britannique prêt-bail.
Fourreau en acier MK. I, fabriqué aux USA


 Cuvette/ressort en acier fabriquée aux USACuvette en acier marquée : « NO. 4 Mk 1. »
Cuvette/ressort en acier fabriquée aux USACuvette en acier marquée : « NO. 4 Mk 1. »

Cuvette en alliage de zinc (Zamak)
Tout comme pour la fabrication des baïonnettes N ° 4 Mk II, les fabricants nord-américains ont également fabriqué le fourreau N ° 4 Mk I Stevens-Savage à Chicopee Falls aux Etats-Unis d’Amérique et Small Arms Ltd. à Long Branch près de Toronto au Canada.
Le fourreau de fabrication US avaient l’embout de l’extrémité fixe, les différentes pièces qui le composent ne sont pas marquées, à l’exception de la cuvette en acier (marquage « NO. 4 MK 1″, le O de numéro est inscrit en grosse lettre). De nombreux fourreaux non marqués munis de cuvettes en alliage de zinc (Zamak) ont également été produits aux USA.
Malgré la fabrication en parallèle de fourreaux en matière plastique en avril 1943, le modèle en acier sera fabriqué jusqu’à la fin de la Seconde Guerre mondiale.
Avis personnel sur l’attrait de ce modèle :
Pour les fervents passionnés d’histoire de la Seconde Guerre mondiale, ce modèle à prix d’achat modéré, est indispensable dans une collection. Pour une bonne harmonie de l’ensemble, recherchez les fourreaux « Made in US ».
Le 03/04/21.
Modèle : N°4 MKII de fabrication canadienne

Longueur : 251 mm
ø interne de la douille : 15 mm
Armement : fusil Lee-Enfield n°4 / PM Sten MK 5
Valeur : €
Rareté : ![]()
Les baïonnettes canadiennes (910 000 exemplaires) fabriquées à partir du 13 mars 1941, jusqu’en aout 1945, (date de fermeture de l’établissement) ont toutes été produites à Long Branch (Small Arms Ltd), elles portent toutes les lettres L et B accolées.
Elles sont de conception identique au modèle Britannique N°4 MKII, la lame et la douille sont forgées d’une seule pièce, mis contrairement au modèle Britannique, dont la conception a évolué deux fois (MK2*, MKIII) durant la Seconde Guerre mondiale, le modèle canadien est resté identique. Voir Baïonnette n°4 MK II.
![]() Variante utilisée par l’armée britannique, il ne comporte pas le marquage d’appartenance à l’armée canadienne (C avec une flèche), ni sur la douille, ni sur la lame
Variante utilisée par l’armée britannique, il ne comporte pas le marquage d’appartenance à l’armée canadienne (C avec une flèche), ni sur la douille, ni sur la lame Poinçon de l’armée canadienne (en haut à gauche)
Poinçon de l’armée canadienne (en haut à gauche)
Tous les modèles utilisés durant la Seconde Guerre mondiale par l’armée canadienne portent le marquage C avec une flèche à l’intérieur, sur la douille ou sur le début de la lame. Les 330 000 baïonnettes et (fusils) livrés à la Grande Bretagne et ses alliés sont dépourvus de tous poinçons (C avec une flèche à l’intérieur).


 Ci-dessus, variante dans sa graisse d’origine en provenance du Canada conditionné pour la Grande-Bretagne durant la Seconde Guerre mondiale
Ci-dessus, variante dans sa graisse d’origine en provenance du Canada conditionné pour la Grande-Bretagne durant la Seconde Guerre mondiale
La douille et la lame sont forgées d’une seule pièce, le côté gauche est marqué N°4 MKII et les lettres L et B accolées.
La lame de section cylindrique qui s’amincie a une extrémité qui peut être usinée sur les deux ou les quatre faces.
Le 18/02/25.
Les porte-fourreaux
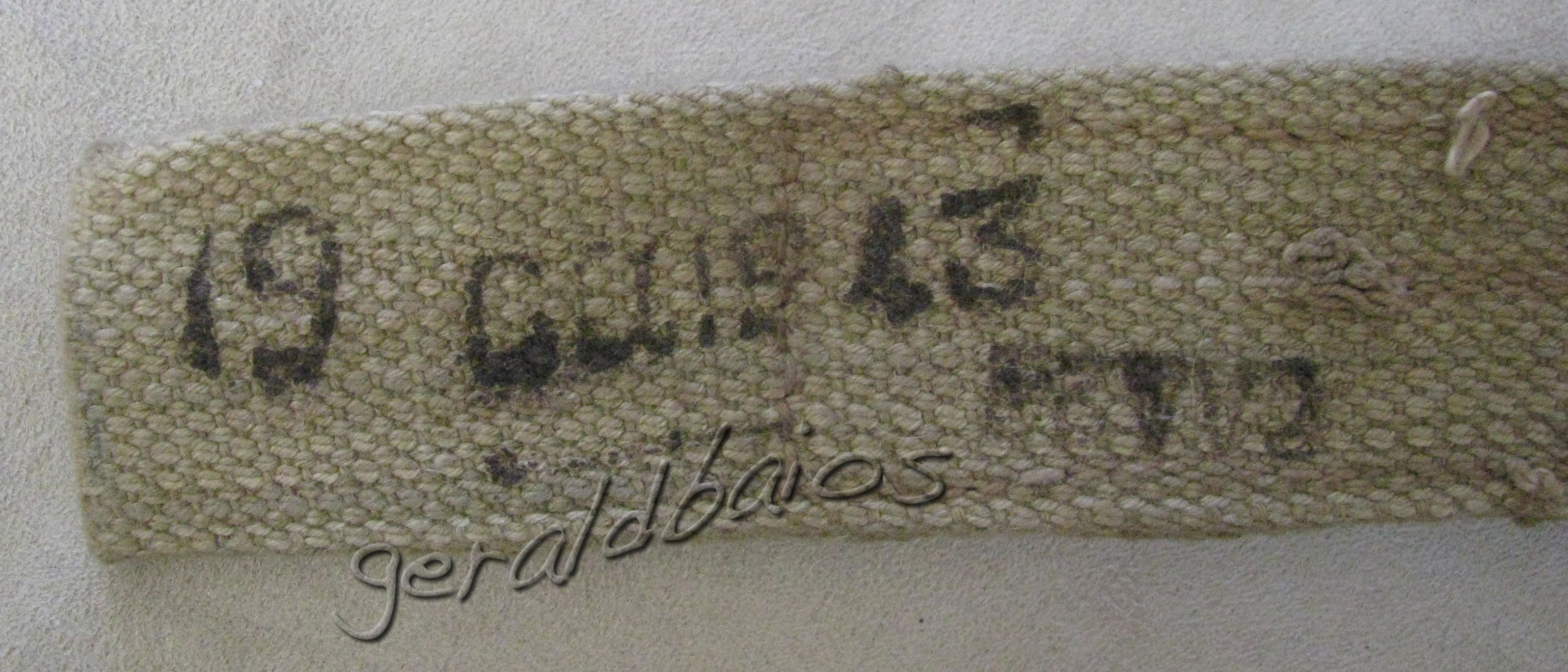
Marquage CA suivi de la date fabrication (Cawnpore ou Calcutta) Marquage (B.S.C 1942) plus rare, fabriqué par Bata Shoe Compagny firme tchécoslovaque qui a déménagé aux Indes après l’occupation allemande
Ce porte-fourreau fabriqué uniquement aux Indes de 1942 à 1945, sans boucle de maintien a été conçu pour l’armée de terre, sa longueur est de 20 cm.
Période d’utilisation :
Utilisées à partir de 1941, et peu de temps après la Seconde Guerre mondiale.
Avis personnel sur l’attrait de ce modèle :
Pour les fervents passionnés d’histoire de la Seconde Guerre mondiale, ces modèles à prix d’achat modéré, sont indispensable dans une collection.
Le 28/02/26